
ÜRÜNLER
Değirmen Astarları
|
|

|
|
|
Değirmen Astarları
KAUÇUK DEĞİRMEN ASTARLAR
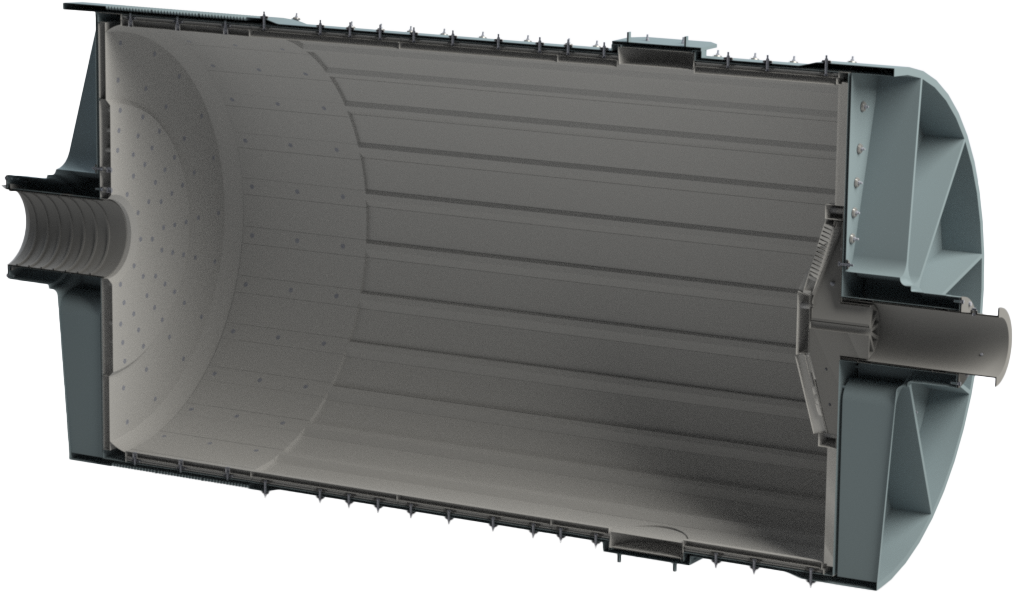
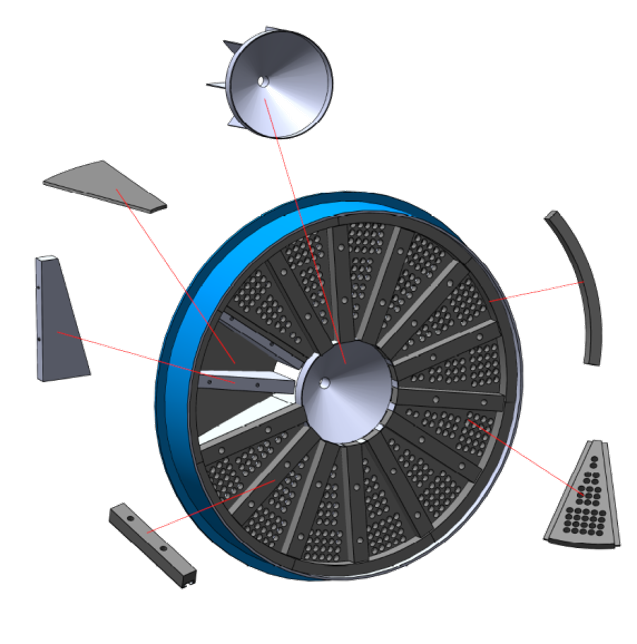
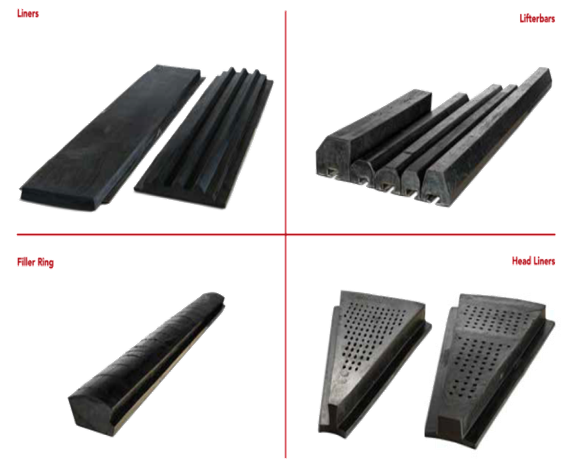
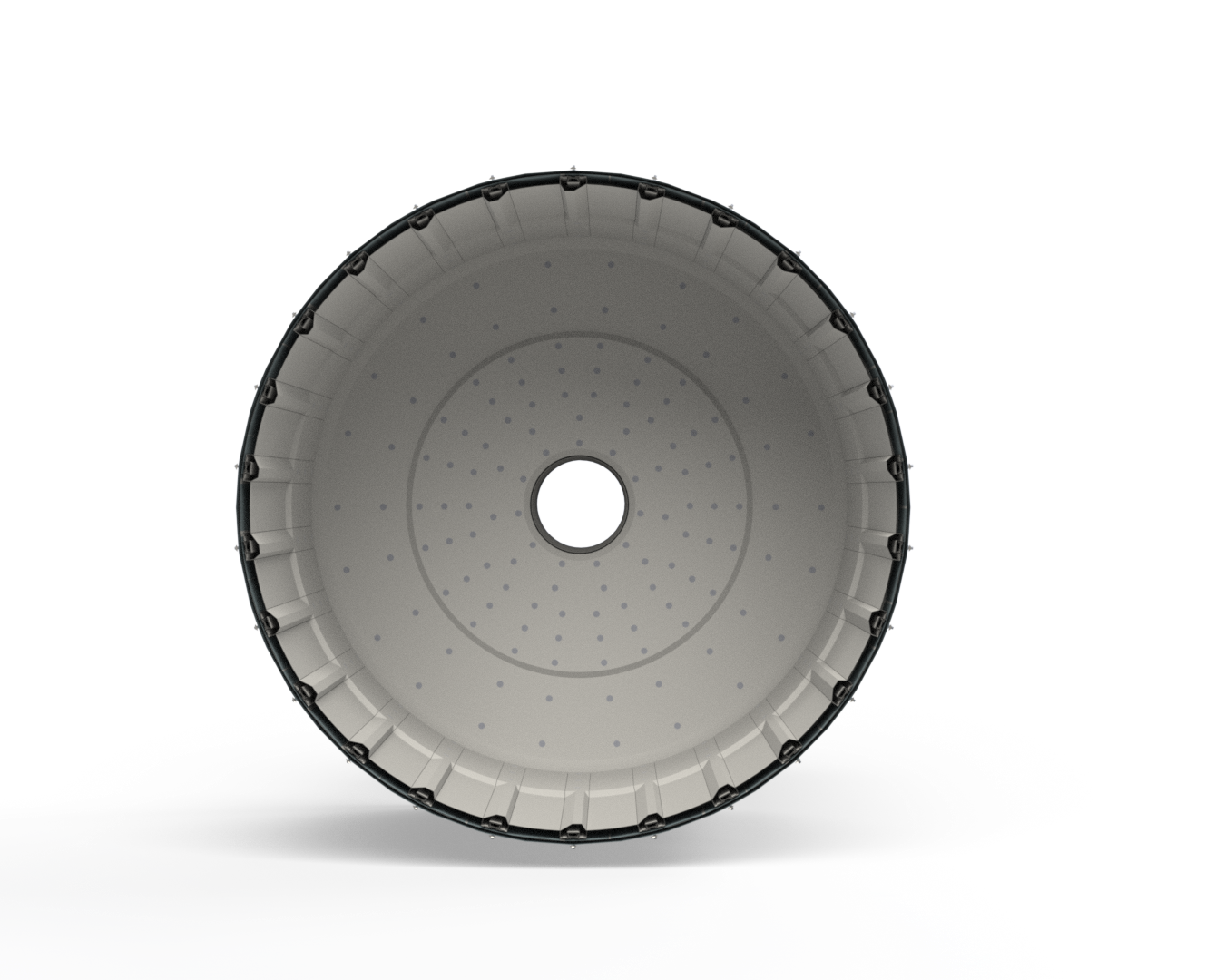
Tüfekçioğlu 1982’den beri çubuklu, bilyalı ve otojen değirmenler için kauçuk astar ve lifterbar imalatları ve talep edilmesi durumunda montajını yapmaktadır.
Metal madenciliği, seramik sanayi, kireç sanayi, endüstriyel mineraller, kömür, kum-çakıl v.b. Sektörlerdeki değirmenlerde kullanılan kauçuk astarlar, yıllar boyunca edinilen deneyimle geliştirilen özel kauçuk formülü sayesinde sorunsuz ve uzun süre garantili olarak kullanılmaktadır.
Astar ve lifterbarlar değirmenin teknik verileri ve öğütülecek malzeme karakteristiğine göre tasarlanarak her tipte değirmen için üretilmektedir. Kauçuk astar ömrü kalitesi kadar tasarımına da bağlıdır. Tüfekçioğlu yapmış olduğu astar tasarımları ile başarısını kanıtlamış ve yıllardır tercih edilen bir marka olmuştur.

TÜFEKÇİOĞLU KAUÇUK ASTARLARIN AVANTAJLARI
Uzun Ömür: Kauçuk malzemenin aşınmaya karşı yüksek direnci, astarların kullanım ömrünü uzatır ve sık değişim ihtiyacını azaltır.
Sessiz Çalışma Ortamı: Kauçuk astarlar, metal astarlara göre daha sessiz çalışarak gürültü seviyesini önemli ölçüde düşürür ve çalışma ortamında konfor sağlar.
Enerji Verimliliği: Daha hafif yapıları sayesinde değirmenin enerji tüketimini azaltır, böylece işletme maliyetlerinde tasarruf sağlar.
Düşük Bakım Maliyeti: Darbeleri emme kapasitesi sayesinde ekipman üzerindeki gerilimi azaltır, bu da bakım sıklığını ve maliyetlerini düşürür.
Uyarlanabilir Tasarım: Farklı süreç ve ihtiyaçlara uygun olarak kolayca özelleştirilebilir, bu da optimum performans sağlar.
Kurulum Kolaylığı: Metal astarlara kıyasla daha hafif olması, montaj ve söküm süreçlerini hızlandırır ve iş gücü maliyetlerini düşürür.